JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Vyrovnávanie plechov je kritickým krokom v modernej kovovýrobe. Predtým, ako môže akékoľvek rezanie, ohýbanie, zváranie alebo razenie priniesť konzistentné výsledky, surovina musí byť skutočne plochá – nielen vizuálne plochá, ale bez napätia a rozmerovo stabilná. Výber nesprávnej metódy vyrovnávania vedie k odmietnutiu dielov, prepracovaniu a zlyhaniu následného procesu. Táto príručka pokrýva všetky hlavné metódy vyrovnávania plechu, vysvetľuje fyziku za každou z nich a poskytuje vám praktický rámec pre výber správneho prístupu na základe vašich požiadaviek na materiál, objem a presnosť.
Prečo plech vyžaduje vyrovnanie
Plech opúšťa mlyn vo forme zvitkov. Počas navíjania sa vonkajší povrch natiahne, zatiaľ čo vnútorný povrch sa stlačí, čím sa zablokujú protichodné napätia do štruktúry zŕn materiálu. Keď servisné strediská rozvinú, narovnajú a odrežú plech na požadovanú dĺžku, tieto napätia úplne nezmiznú – zostanú zachytené vo vnútri toho, čo vyzerá ako plochý kus kovu.
Problém sa stáva viditeľným vo chvíli, keď sa použije proces tepelného rezania, ako je rezanie laserom alebo plazmou. Teplo uvoľňuje uzamknuté napätie a časti sa deformujú, prehýbajú alebo vytvárajú okrajové a stredové vlny. Rovnaké skreslenie nastáva po dierovaní alebo jemnom zaslepení. Dokonca aj mechanicky rezané diely vykazujú zvyškové napätie, ktoré deformuje geometriu počas následného tvárnenia alebo zvárania.
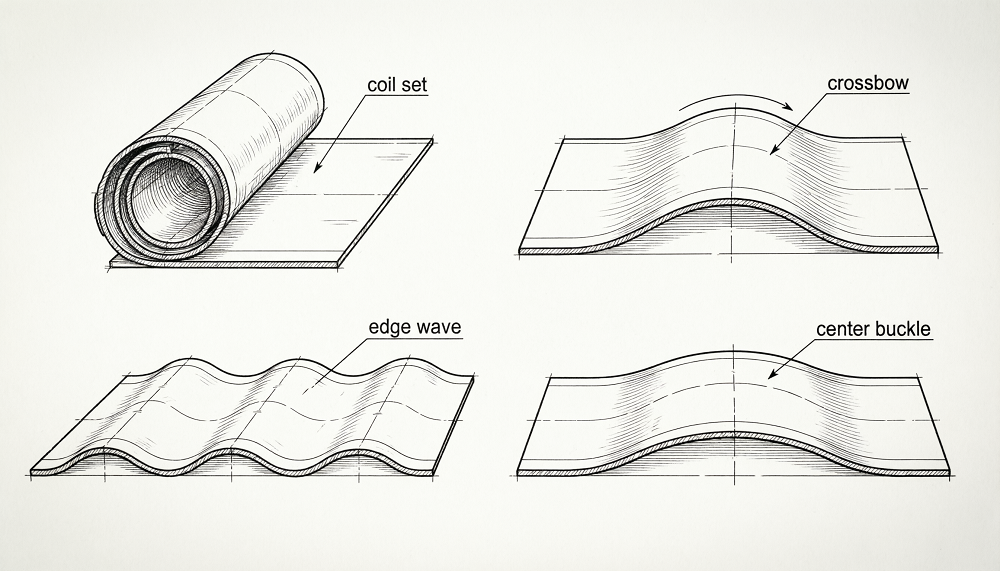
Bežné chyby rovinnosti, ktoré musí vyrovnávanie riešiť, zahŕňajú:
- Sada cievok: pozdĺžny oblúk sledujúci smer navíjania, najzávažnejší smerom k jadru cievky.
- Kuša: priečny oblúk kolmý na smer valcovania, so stredom vyvýšeným nad okraje.
- Okrajová vlna: zvlnené okraje spôsobené tlakovým napätím v okrajových zónach vzhľadom na stred.
- Stredová pracka: lokalizované vybočenie v strede listu, kde je stred dlhší ako okraje.
- Twist: diagonálne skreslenie cez povrch dielu, ktoré sa často vyskytuje počas asymetrického rezania alebo manipulácie.
Každý typ defektu má iný profil napätia, a preto reaguje inak na každú metódu vyrovnávania. Porozumenie normy rovinnosti plechu pred výberom nivelačného procesu vám umožňuje definovať merateľné akceptačné kritérium a vyhnúť sa sporom pri uvádzaní do prevádzky.
Kladivo a vyrovnávanie plameňa
Kladivové vyrovnávanie je najstaršia metóda vyrovnávania plechu a dodnes sa používa pre špecifické situácie, keď je strojové vyrovnávanie nepraktické. Skúsený operátor udiera do plechu kladivom v premyslenom vzore, rozťahuje stlačené zóny a uvoľňuje lokálne koncentrácie napätia. Vyrovnávanie plameňa funguje na príbuznom princípe: horák ohrieva lokalizovanú oblasť, čo spôsobuje tepelnú rozťažnosť; ako sa zóna ochladzuje a zmršťuje, ťahá okolitý materiál smerom k vyhrievanému bodu, čím koriguje miestne prehýbanie.
Obe metódy vyžadujú značné zručnosti. Výsledky priamo závisia od schopnosti operátora čítať diel, posúdiť rozloženie napätia a aplikovať správnu energiu v správnom poradí. Žiadne dva operátory neprodukujú rovnaké výsledky a žiadna jednotlivá časť sa nedá s istotou reprodukovať. Vyrovnanie jedného kusu môže trvať od 30 minút do niekoľkých hodín, v závislosti od závažnosti skreslenia a zložitosti dielu.

Keď má vyrovnávanie kladivom a plameňom zmysel
- Už zmontované konštrukcie alebo zvarence, ktoré nemôžu prejsť valcovým strojom.
- Veľmi malé objemy výroby, kde náklady na nastavenie stroja nie sú opodstatnené.
- Vlastné alebo nepravidelné diely, ktoré vodiace lišty stroja nedokážu pojať.
- Oprava hotových komponentov na mieste, kde je rozmerová tolerancia mierna.
Pre výrobné prostredia, kde záleží na priepustnosti, opakovateľnosti alebo toleranciách presnosti rovinnosti, je vyrovnávanie kladivom a plameňom nevhodné. Ľudský faktor znemožňuje zaručiť konzistentné výsledky v rámci celej šarže.
Lisovanie a vyrovnávanie Lisovacie vyrovnávanie
Vyrovnávací lis podopiera list alebo platňu v dvoch bodoch a aplikuje tvarovaciu matricu na stlačenie materiálu naplocho medzi tieto podperné body. Proces sa zameriava na konkrétne miesta na časti, kde je sústredené skreslenie. Predtým, ako diel dosiahne prijateľnú rovinnosť, je zvyčajne potrebné vykonať niekoľko lisovacích cyklov, pretože každý lisovací zdvih koriguje jednu oblasť, pričom potenciálne spôsobuje napätie v susedných zónach.
Niektorí výrobcovia používajú ohraňovací lis ako improvizované vyrovnávače, čo je životaschopné na korekciu jednej viditeľnej deformácie, ale nerieši rozložené vnútorné napätie. Špeciálny vyrovnávací lis poskytuje lepšiu kontrolu ako ohraňovací lis prepracovaný na vyrovnávanie, ale stále nemôže zodpovedať priepustnosti alebo hĺbke odľahčenia tlaku systému na báze valcov.
Vyrovnanie jedného kusu na vyrovnávacom lise zvyčajne trvá až 60 minút a vyžaduje si skúseného odborníka, ktorý interpretuje správanie dielu medzi ťahmi. Metóda sa stáva praktickejšou pre dosky hrubšie ako 50 mm, kde valčekovým rovnačkám môže chýbať mechanická kapacita, a pre malosériovú výrobu, kde nie je opodstatnená investícia do stroja.
Obmedzenia, ktoré treba zvážiť
- Nie je možné riešiť rozložené vnútorné napätie – iba viditeľné geometrické chyby v diskrétnych bodoch.
- Riziko spätného pruženia vyžaduje opakované lisovacie cykly a predĺžené časy cyklu.
- Veľmi sa spolieha na úsudok operátora, vďaka čomu je opakovateľnosť medzi operátormi premenlivá.
- Nevhodné pre tenké plechy – vysoká lokálna koncentrácia zaťaženia predstavuje riziko poškodenia povrchu alebo trvalého značenia.
Valčekové vyrovnávanie: Od jednoduchých rovnačiek po presné systémy
Valčeková nivelácia je najpoužívanejšia priemyselná metóda vyrovnávania plechov. List prechádza sériou striedavých valcov, ktoré ho vystavujú striedavým ohybom s postupne sa znižujúcou amplitúdou. Táto opakovaná elasticko-plastická deformácia prerozdeľuje vnútorné napätia v priereze a posúva materiál smerom k rovnomernému plochému stavu bez napätia.
Základná fyzika sleduje zmenšujúcu sa sínusovú vlnu: vstupný koniec aplikuje najväčší ohybový posun a každý nasledujúci pár valčekov zmenšuje posun, až kým materiál nevyjde v takmer neutrálnom stave napätia. Účinnosť procesu závisí od troch vzájomne súvisiacich premenných: priemer valca, rozstup valca (stredová vzdialenosť) a hĺbka lisovania (penetrácia) .
Jednoduché valčekové vyrovnávače (rovnačky)
Jednoduché rovnačky používajú minimálne sedem valcov s relatívne veľkými priemermi a širokými rozstupmi. Zvládnu hrubšie plechy a obmedzený rozsah hrúbok. Pretože valčeky nie sú aktívne podopreté proti vychýleniu pri zaťažení, pod tlakom sa prehýbajú a vytvárajú nerovnomerné ohyby po celej šírke plechu. Výsledky rovinnosti sú primerané pre všeobecné konštrukčné aplikácie, ale nedostatočné pre presnú výrobu. Často sú potrebné viaceré prechody strojom a proces stále závisí od skúseností operátora, aby sa valce správne nastavili.
Presné viacvalcové vyrovnávače
Presné vyrovnávače pridávajú za pracovné valce medziľahlé a podporné valce, aby sa zabránilo vychýleniu pri zaťažení. To umožňuje menšie priemery pracovných valcov a užšie stúpanie, čo zvyšuje počet ohýbacích cyklov na jednotku dĺžky plechu a zlepšuje schopnosť stroja korigovať krátkovlnné defekty, ako sú okrajové vlny a stredové vychýlenie. Presné systémy môžu dosiahnuť hodnoty rovinnosti 0,1 mm/m alebo lepšie — požiadavka na pílové listy, komponenty na presné lisovanie a plechové zostavy s jemnou toleranciou.
V porovnaní s manuálnymi metódami vyrovnávanie valcov výrazne skracuje čas cyklu. Diel, ktorý si vyžaduje 10 minút ohraňovacieho lisu alebo ručného vyrovnávania kladivom, možno spracovať za menej ako jednu minútu na presnej valcovej rovnačke, čo vedie k merateľnému zníženiu nákladov pri veľkoobjemových operáciách.
Valcovací stroj (trojvalcové systémy)
Najjednoduchšia konfigurácia na báze valcov používa tri ofsetové valce. List sa pri prechode ohýba okolo valcov a proces sa opakuje, kým nie je prijateľná rovinnosť. Tento prístup je účinný len pre diely s jednoduchými, rovnomernými chybami rovinnosti. Nerieši vnútorné napätie a vyžaduje viacnásobné opakovanie pre akýkoľvek materiál s výrazným skreslením. Najlepšie sa hodí pre dielne, ktoré sa zaoberajú korekciami ľahkého ohybu pri nízkej hlasitosti.
Vyrovnávanie napätia
Vyrovnávanie napätia napína plech pozdĺžne ťahaním medzi dvoma napínacími kotúčmi, kým aplikované napätie nepresiahne medzu klzu materiálu. Keď sa list rovnomerne poddá po svojom priereze, rozdiel napätia medzi predtým stlačenými a napnutými zónami sa zrúti a materiál vystupuje v plochom stave s nízkym zvyškovým napätím.
Mnoho priemyselných systémov na vyrovnávanie napätia kombinuje ohýbanie valčekom s napínaním v hybridnom prístupe: plech najprv prechádza ohýbacími valcami, aby sa prerozdelilo hrubé napätie, potom sa podrobuje napínaniu, aby sa dosiahla konečná rovinnosť a rovnomernosť hrúbky. Táto kombinácia je obzvlášť účinná pre vysokopevnostné ocele a veľmi tenké materiály, kde systémy len s valcami majú problém aplikovať dostatočné ohyby bez poškodenia povrchu.
Najlepšie aplikácie na vyrovnávanie napätia
- Veľmi tenký plech a fólia, kde malé priemery valčekov ešte poznačia povrch.
- Vysokopevnostné ocele s pomerom klzu k ťahu blízkym 1,0, ktoré sa ťažko ohýbajú bez nadmerného namáhania.
- Linky na spracovanie zvitkov, kde materiál beží nepretržite a riadenie napätia je už súčasťou architektúry linky.
- Aplikácie, kde je rovnomernosť hrúbky po celej šírke rovnako kritická ako rovinnosť.
Nevýhodou je zložitosť a kapitálové náklady. Vyrovnávanie napätia vyžaduje presnú kontrolu napínacích cievok a starostlivú kalibráciu, aby sa zabránilo zavedeniu nového pozdĺžneho napätia z nerovnomerného ťahu. Je to menej praktické na vyrovnávanie jednotlivých častí po rezaní a primárne sa používa v prostrediach spracovania cievok.
Valcovanie za tepla a vyrovnávanie valcovaním za studena
Pri vyrovnávaní valcovaním za studena prechádza plech valcami pri teplote miestnosti alebo blízko nej, pričom sa aplikuje vysoký tlak, ktorý materiál plasticky deformuje. Táto metóda nielen koriguje rovinnosť, ale zlepšuje povrchovú úpravu a zvyšuje mechanické vlastnosti – tvrdosť a pevnosť v ťahu sa zvyšujú v dôsledku mechanického spevnenia. Je vhodné, keď je kvalita povrchu prvoradou požiadavkou, ako napríklad pre polotovary panelov automobilových karosérií alebo substráty pre presné strojárstvo. Obmedzením je, že valcovanie za studena je obmedzené na tenšie meradlá; veľmi hrubé plechy vyžadujú nadmernú silu a efekt mechanického spevnenia môže znížiť ťažnosť do bodu, kedy je ovplyvnené tvarovanie po prúde.
Vyrovnávanie valcovaním za tepla ohrieva plech nad jeho rekryštalizačnú teplotu predtým, ako prechádza cez vyrovnávacie valce. Zvýšená teplota znižuje medzu klzu a zvyšuje ťažnosť, vďaka čomu sa hrubé dosky oveľa ľahšie deformujú. Teplo tiež urýchľuje úľavu od stresu. Tento prístup je štandardný pri prvotnom spracovaní ocele a výrobe plechu na stavbu lodí. Energetické náklady na vykurovanie sú primárnou prevádzkovou nevýhodou a tepelné spracovanie môže zmeniť mikroštruktúru materiálu spôsobmi, ktoré vyžadujú overenie po procese pre aplikácie citlivé na špecifikácie.
Hydraulické presné vyrovnávanie: Moderný priemyselný štandard
Hydraulické presné vyrovnávanie predstavuje súčasný stav techniky vyrovnávania plechov pre výrobné prostredie. Na rozdiel od mechanických valčekových vyrovnávačov, kde je prítlačná sila fixovaná skrutkovým nastavením, a hydraulický nivelačný stroj používa hydraulické valce s uzavretou slučkou na dynamické riadenie prítlačnej sily a medzery medzi valcami po celej šírke plechu. To umožňuje systému udržiavať konzistentnú energiu ohybu, aj keď sa hrúbka materiálu, medza klzu alebo teplota v rámci výrobnej šarže menia.

Princíp činnosti zostáva striedavý elasticko-plastový ohyb, ale presnosť hydraulického pohonu odomyká schopnosti, ktorým sa mechanické systémy nedokážu vyrovnať:
- Široká škála materiálov: hydraulické systémy dokážu spracovať materiály od ultratenkej medenej fólie s hrúbkou 0,1 mm po platňu zo špeciálnej zliatiny s hrúbkou 60 mm v rámci jednej rodiny strojov, pričom sa medzi nimi prepínajú prostredníctvom uložených receptúr.
- Aktívne ovládanie korunky: podporné valce za pracovnými valcami sú hydraulicky nastavované zónu po zóne, čím sa kompenzuje vychýlenie valca pri zaťažení a zaisťuje sa konzistentné ohýbanie naprieč širokými plechmi – kritické pre súčasné odstránenie okrajových vĺn a stredových praciek.
- Opakovateľná operácia založená na recepte: Parametre špecifické pre materiál (sila, penetrácia, rýchlosť) sa ukladajú a vyvolávajú automaticky, čím sa eliminujú variácie nastavenia závislé od operátora počas zmien.
- Manipulácia s perforovaným a tepelne upraveným materiálom: Pokročilé ovládanie tlaku valca po zóne umožňuje selektívne predĺženie po celej šírke, čo umožňuje vyrovnávanie materiálov, ktoré prekonávajú jednoduchšie systémy – perforované plechy, dodatočne tepelne spracované prírezy a dosky s vysokou pevnosťou v ťahu.
Kľúčový rozdiel medzi dizajnmi hydraulických nivelákov spočíva v architektúre ovládania. Samotné ovládanie hydraulického tlaku nie je ekvivalentné regulácii polohy valca alebo sily valca v uzavretej slučke. Spätná väzba polohy a sily – prostredníctvom lineárnych mierok a snímačov zaťaženia – umožňuje každodennú opakovateľnosť vzhľadom na kolísanie teploty oleja, zmeny odozvy ventilov a postupné opotrebovanie komponentov. Stroje, ktoré sa spoliehajú len na kontrolu tlaku, budú poskytovať konzistentné výsledky iba v úzkom prevádzkovom pásme.
Pre hromadné výrobné operácie v oblasti automobilových komponentov, presných plechov, častí výťahov, pílových kotúčov a krytov elektroniky je hydraulické presné vyrovnávanie metódou, vďaka ktorej sú záruky rovinnosti na úrovni výroby dosiahnuteľné a overiteľné. Preskúmajte celý rad priemyselné aplikácie kde presné vyrovnávanie prináša merateľné zlepšenie procesu.
Vyrovnávanie nosidiel
Vyrovnávanie naťahovačov používa hydraulické svorky na uchopenie listu na oboch koncoch a ťahanie vo viacerých smeroch súčasne, kým sa vnútorné napätia nevyrovnajú rovnomerným poddajným po celom priereze. Na rozdiel od vyrovnávania napätia v linkách na spracovanie zvitkov, vyrovnávanie naťahovačov funguje na jednotlivých narezaných plechoch alebo doskách a je navrhnuté pre materiály, kde pozdĺžne aj priečne gradienty napätia potrebujú korekciu v jednej operácii.
Metóda dosahuje vynikajúcu rovinnosť a uvoľnenie zvyškového napätia, ale je pomalšia ako kontinuálne valcovanie alebo vyrovnávanie napätia a je najvhodnejšia pre vysokohodnotné aplikácie s malým objemom, ako sú letecké dosky, hrubé konštrukčné polotovary alebo plechy zo špeciálnych zliatin, kde cena dielov odôvodňuje dlhší čas cyklu. Vyžaduje si starostlivú kalibráciu: nedostatočné natiahnutie zanecháva zvyškové napätie; nadmerné rozťahovanie trvalo mení rozmery a mechanické vlastnosti.
Ako si vybrať správnu metódu vyrovnávania plechu
Správna metóda vyrovnávania je určená kombináciou vlastností materiálu, objemu výroby, požiadavky na rovinnosť a geometrie dielu. Nasledujúca tabuľka sumarizuje kľúčové výberové kritériá pre všetky hlavné metódy.
| Metóda | Rozsah hrúbky | Objemová vhodnosť | Kvalita rovinnosti | Úľava od stresu | Typický prípad použitia |
|---|---|---|---|---|---|
| Kladivo / Plameň | Akékoľvek | 1-5 kusov | Nízka / Variabilná | Čiastočné (len miestne) | Zvarence, opravy na mieste |
| Lis na vyrovnávanie | > 50 mm typicky | Malá várka | Mierne | Čiastočné (bodová oprava) | Hrubý plech, viditeľná deformácia |
| Jednoduchý valčekový vyrovnávač | Stredne hrubé | Stredná | Mierne | Obmedzené | Všeobecná konštrukčná doska |
| Presný valčekový vyrovnávač | Tenký – stredný | Vysoká | Vysoká (≤ 0.5 mm/m) | Dobre | Razenie, príprava na rezanie laserom |
| Vyrovnávanie napätia | Veľmi tenké - vysoká pevnosť | Vysoká (coil line) | Veľmi vysoká | Výborne | AHSS, spracovanie fólie, zvitkov |
| Vyrovnávanie valcovaním za studena | Tenký | Vysoká | Veľmi vysoká | Dobre | Automobilové panely karosérie, presné diely |
| Vyrovnávanie valcovaním za tepla | Hrubý plech | Vysoká (mill-scale) | Mierne–high | Dobre | Konštrukčná oceľ, doska na stavbu lodí |
| Hydraulické presné vyrovnávanie | 0,1 mm – 60 mm | Vysoká | Veľmi vysoká (≤ 0.1 mm/m) | Výborne | Presné mfg, výroba zmiešaných materiálov |
| Vyrovnávanie nosidiel | Stredne hrubé | Nízka – stredná | Veľmi vysoká | Výborne | Letecká doska, špeciálne zliatiny |
Praktická logika výberu
Začnite so svojím materiálom. Ak spracovávate širokú škálu zliatin a hrúbok v jednom zariadení, hydraulické presné vyrovnávanie je jedinou metódou, ktorá zvládne celé spektrum s konzistenciou založenou na receptúre. Ak je vaša prevádzka obmedzená na jednu skupinu materiálov pri veľkom objeme, presný valčekový vyrovnávač optimalizovaný pre toto okno môže byť nákladovo efektívnejší. Pre veľmi tenkú fóliu alebo pokročilú vysokopevnostnú oceľ v spojitej zvitkovej linke poskytuje vyrovnávanie napätia najjednotnejšie výsledky. Pre príležitostné korekcie hrubého plechu alebo prepracovanie zvarencov zostáva praktickou voľbou lis alebo vyrovnávací lis.
Potom zvážte svoje následné procesy. Ak bude vyrovnaný plech rezaný laserom, na úrovni zvyškového napätia po vyrovnaní záleží rovnako ako na geometrickej rovinnosti – tepelné rezanie uvoľní akékoľvek zostávajúce napätie. Ak sa bude presne lisovať alebo tvarovať, dominantnou požiadavkou je rovnomernosť rovinnosti po celej šírke. Definovanie citlivosti po prúde pred výberom metódy zaisťuje, že krok vyrovnávania problém skutočne vyrieši, a nie len posunie.
Pre hlbšie porovnanie techník a konfigurácií zariadení, sprievodca na techniky vyrovnávania kovov pokrýva ďalšie podrobnosti na úrovni nástroja pre každý prístup.
Integrácia vyrovnávania do kompletnej výrobnej linky
V modernej výrobe plechu nivelácia zriedka funguje ako izolovaný krok. Najvyššia návratnosť investícií do rovnania prichádza, keď je rovnačka integrovaná do pripojenej výrobnej linky – prepojenej s odvíjačom v smere toku, systémom rezania alebo razenia v smere toku a centrálnym dátovým systémom, ktorý zaznamenáva parametre materiálu, nastavenia sily a výsledky rovinnosti pre sledovateľnosť.
Praktickým mechanizmom je manipulácia s materiálom na základe receptúry: keď sa zmení ID materiálu, automaticky sa zmení nivelačný program, čím sa eliminuje čas manuálneho nastavenia a riziko nesprávnych parametrov na novej zliatine alebo hrúbke. Spätná väzba následnej kontroly – kde sa výsledok merania rovinnosti používa na spresnenie ďalšieho vyrovnávacieho cyklu – uzatvára kruh a umožňuje neustále zlepšovanie bez zásahu operátora.
Bez ohľadu na zvolenú metódu vyrovnávania sa musí sledovať integrita povrchu spolu s rovinnosťou. Značenie na valcoch, vyberanie z kontaminovaných valcov a mikroškrabance na citlivých zliatinách, ako je hliník alebo meď, sú príčinou odmietnutia, ktoré sa objavuje po vyrovnaní, nie počas neho. Disciplína údržby – čistenie valcov, čistota oleja, kalibrácia snímača a pravidelné overovanie geometrie – je prevádzková prax, ktorá udržuje konzistentné výsledky vyrovnávania v priebehu času.
Pre výrobcov, ktorí hodnotia hydraulické presné vyrovnávacie riešenia na integráciu do svojich výrobných liniek, prehľad aplikácie poskytuje návod na konfiguráciu podľa odvetvia a typu materiálu.






