JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Výrobcovia hydraulických rovnacích strojov
-


Presný nivelačný stroj na tenké doskové hydraulické servo servo radu 30
-

Hydraulický presný nivelačný stroj radu 40 Heavy-Duty
-
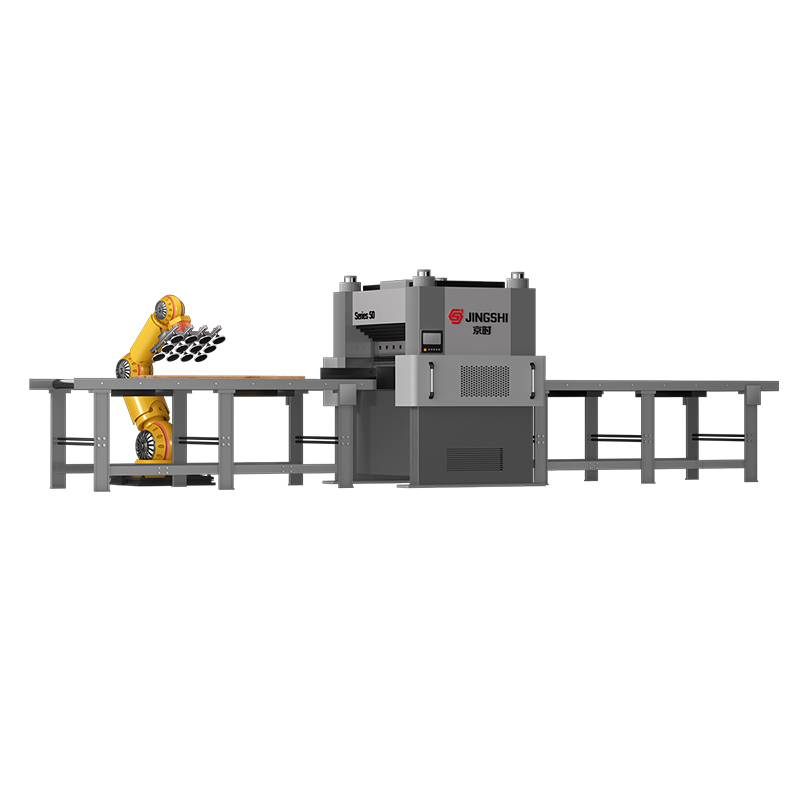
Štvorstĺpový hydraulický inteligentný presný nivelačný stroj radu 50
-

Vysokoúčinný hydraulický nivelačný stroj radu 60
-

80 Series Heavy-Duty doskový hydraulický ultra-presný nivelačný stroj
-

Hydraulický presný stroj na vyrovnanie obrobkov série 100
Hydraulické vyrovnávacie stroje využívajú ako hlavný zdroj energie hydraulický pohon a sú vybavené viacerými sadami striedavých vyrovnávacích valcov (vrátane pracovných valcov, medzivalcov a podporných valcov). Presným riadením lisovacej sily a počtu ohýbacích cyklov sa plech podrobí striedavej "elasticko-plastickej" deformácii, čím sa v konečnom dôsledku dosiahnu prednastavené požiadavky na rovinnosť. Toto špecializované zariadenie dokáže spracovať rôzne kovové materiály (hliník, meď, oceľ, zliatiny titánu atď.) s hrúbkami od 0,1 mm (ultratenká medená fólia) do 60 mm (hrubé plechy zo špeciálnej zliatiny).
O nás
Suzhou JingShi Intelligent Equipment Co., Ltd.
Spoločnosť Suzhou JingShi Intelligent Equipment Co., Ltd., založená v roku 2016 a so sídlom v Suzhou v Číne, je integrovaný high-tech podnik kombinujúci výskum, výrobu a obchod. Špecializujeme sa na hydraulické presné rovnacie stroje a inteligentné výrobné linky, Zákazkový presný hydraulický rovnací stroja sme odhodlaní poskytovať globálnym výrobcom riešenia na konečnú úpravu plechov s vysokou presnosťou, účinnosťou a stabilitou.
Ako Výrobcovia hydraulických rovnacích strojov a Dodávatelia presných rovnacích strojov v Číne, naše zariadenia sú široko používané v automobilových dieloch, presnom plechu, výťahových komponentoch, poľnohospodárskych strojoch, pílových kotúčoch, presnom lisovaní, výrobe profilov a elektrických aplikáciách. Vďaka neustálej inovácii a technickej dokonalosti sa JingShi stal dôveryhodným partnerom výrobcov po celom svete.
Ako Výrobcovia hydraulických rovnacích strojov a Dodávatelia presných rovnacích strojov v Číne, naše zariadenia sú široko používané v automobilových dieloch, presnom plechu, výťahových komponentoch, poľnohospodárskych strojoch, pílových kotúčoch, presnom lisovaní, výrobe profilov a elektrických aplikáciách. Vďaka neustálej inovácii a technickej dokonalosti sa JingShi stal dôveryhodným partnerom výrobcov po celom svete.
Spätná väzba
Certifikát cti




Zostaňte v spojení, prehľady & Inovácia od JingShi
-

 Správy z priemyslu
Správy z priemyslu
 2026.07.08
1. Úvod do zariadení na zdvíhanie panelov Výrobcovia strácajú každý rok tisíce hodín pomalou ručnou manipuláciou s panelmi. Jediný pracovník, ktorý premiestňuje 50 kg h...
2026.07.08
1. Úvod do zariadení na zdvíhanie panelov Výrobcovia strácajú každý rok tisíce hodín pomalou ručnou manipuláciou s panelmi. Jediný pracovník, ktorý premiestňuje 50 kg h... -
Správy z priemyslu
2026.06.05
Prečo je vyrovnávanie plechu dôležité: Skryté náklady na nerovné diely Z laserovej rezačky vychádza plech s rozmermi 4 × 8 stôp zo 14-gauge ocele s 2 mm okrajovou vlnou...
-
Správy z priemyslu
2026.05.11
Čo robí zarovnávač tanierov „presným“? Štandardný valček vyrovnávajúci kov vyrovnáva kov jeho prechodom cez súpravu ofsetových valcov – účinný pre všeobecnú rovinnosť, ...
-
Správy z priemyslu
2026.05.07
Prilepte prísavku na sklenené okno a drží mesiace. Pritlačte ten istý pohár na surovú drevenú dosku a behom niekoľkých sekúnd skĺzne. Rozdiel nie je v pohári, ale v povrchu. ...
Odborné znalosti z odvetvia
Ako priemer valca a rozstup určujú „spracovateľné okno“
Kupujúci sa často zameriavajú na rozsah nominálnej hrúbky, ale praktická hranica je stanovená vzťahom medzi priemerom valca, rozstupom valca (stredová vzdialenosť) a medzou klzu materiálu. Menšie pracovné valčeky a užší rozstup zvyšujú frekvenciu ohýbania, čím pomáhajú eliminovať krátkovlnné defekty; väčšie priemery zvyšujú nosnosť a znižujú riziko vzniku povrchových škvŕn na mäkších zliatinách.
Čo skontrolovať pri porovnávaní strojových ponúk
- Priemer a rozstup pracovného valca: menší/tesnejší zvyčajne zlepšuje korekciu krátkych vĺn, ale zvyšuje kontaktný tlak.
- Metóda nastavenia medziľahlého/podporného valca: mechanická vs. hydraulická pomoc ovplyvňuje, ako dobre stroj drží ovládanie koruny pri zaťažení.
- Tuhosť rámu a konštrukcia tiahla: tuhosť je skrytým faktorom opakovateľnosti pri spracovaní vysokopevnostnej ocele.
- Stratégia povrchovej ochrany: pre hliník/meď sa opýtajte na úpravu valčeka a čistenie, aby ste minimalizovali zachytávanie.
Ak zdieľate svoje typické druhy zliatin a chybné vlnové dĺžky, môžeme vopred prispôsobiť konfiguráciu valcov vášmu skutočnému spektru defektov namiesto spoliehania sa na všeobecné označenia „rozsah hrúbky“.
Rovinnosť nie je jedna metrika: špecifikujte, čo budete merať a ako
„Plochý“ môže znamenať rôzne veci v závislosti od toho, či je vaším následným procesom razenie, rezanie laserom alebo presná montáž. Špecifikácie obstarávania by mali definovať metódu merania (rovný, optický, referenčná úroveň napätia, vzorkovanie CMM), dĺžku vzorkovania a typ defektu, ktorý kontrolujete (okrajová vlna, stredová pracka, sada cievok, kuša).
| Prvok špecifikácie | Prečo na tom záleží | Praktický príklad |
|---|---|---|
| Dĺžka vzorkovania / mriežka | Krátky odber vzoriek skrýva dlhovlnné defekty; dlhé vzorkovanie skrýva krátkovlnné vlnenie. | Odmerajte viac ako 1 m pre tanier; pevnejšia mriežka pre presný plech. |
| Pomenovanie typu defektu | Rôzne defekty vyžadujú rôznu stratégiu valčeka/rozstupu. | Okrajová vlna a stredová pracka vyžadujú iné ovládanie korunky. |
| Stav napätia | Materiál sa môže javiť pod napätím plochejší ako vo voľnom stave. | Definujte „voľnú“ rovinnosť po vyložení. |
| Teplota / stav mazania | Tepelný rast a mazanie menia trenie a pruženie. | Overte opakovateľnosť pri stabilnej teplote linky. |
Pre kupujúcich s vysokou presnosťou je kľúčom zosúladiť akceptačné testovanie s vašou skutočnou citlivosťou nadol; najlepší výsledok vyrovnania je ten, ktorý si môžete neustále overovať .
Lisovacia sila vs ohýbacie cykly: ako sa vyhnúť „dnešnému plochému, zajtra pokrivenému“
Hydraulické rovnačky dosahujú rovinnosť striedavou elasticko-plastickou deformáciou. Dominujú dve páky: (1) rozdelenie prítlačnej sily na súpravu valcov a (2) počet efektívnych cyklov ohýbania. Nadmerná sila na „vynútenie plochosti“ môže ukladať zvyškové napätie a viesť k neskoršej deformácii po rezaní, zváraní alebo privedení tepla.
Konštruktívne usmernenie pri obstarávaní
- Požiadajte o demonštrované nastavovacie okná: nie jeden recept, ale stabilný rozsah sily a prieniku, ktorý drží rovinnosť.
- Overte „stabilitu po procese“: vyrežte kupóny a znova skontrolujte rovinnosť po rezaní/rezaní laserom, aby ste odhalili problémy so zvyškovým napätím.
- Potvrďte viaczónovú podporu: stredné/podporné valčeky by mali pomôcť rozložiť zaťaženie a znížiť miestne nadmerné ohýbanie.
V našej praxi uvádzania do prevádzky sa najviac opakovateľné programy spoliehajú na mierna penetrácia s dostatočnými cyklami ohybu , nie maximálna sila.
Hydraulické ovládanie s uzavretou slučkou je skutočným rozdielom v opakovateľnosti
Hydraulický pohon je výkonný, ale čo by kupujúci mali hodnotiť, je architektúra ovládania: samotné ovládanie tlaku nie je to isté ako ovládanie sily/polohy v uzavretej slučke v bodoch vyrovnávania. Drift, teplota oleja a odozva ventilov ovplyvňujú každodennú konzistenciu viac ako hlavná tonáž.
Otázky, ktoré kontrolujú kvalitu v RFQ
- Riadi systém medzeru/prenikanie (polohu), silu valca alebo iba hydraulický tlak?
- Ako je riadená a kompenzovaná teplota oleja (chladenie, ladenie podľa viskozity, zahrievacie postupy)?
- Aké snímače sa používajú (prevodníky tlaku, lineárne váhy, snímače zaťaženia) a ako sa kalibrujú?
- Existuje správa receptúr s parametrami prepojenými s materiálom pre rýchle zmeny?
Pre hromadnú výrobu je opakovateľnosť ziskovou pákou: stabilná kontrola redukuje prepracovanie a následné prestoje . Presne na toto sústreďujeme naše hydraulické presné vyrovnávacie riešenia.
Keď je „široký“ tvrdší ako „hrubý“: ovládanie koruny a potlačenie okrajových vĺn
Široké plechy často neprijímajú kvôli okrajovej vlne alebo stredovej spone spôsobenej nerovnomerným namáhaním po celej šírke. Tu ide menej o celkovú silu a viac o to, ako stroj udržiava konzistentné ohýbanie po celej šírke pri zaťažení. Medziľahlé a podporné valce existujú z tohto dôvodu: stabilizovať pracovné valce a riadiť správanie koruny.
Čo overiť pre široké materiálne programy
- Pomer šírky k hrúbke: vysoké pomery zväčšujú citlivosť koruny a vyžadujú silnejšiu stratégiu podporného valca.
- Podporné zónovanie valčeka: väčšia zrnitosť úprav zlepšuje korekciu lokalizovaných problémov s okrajmi.
- Prehnutie rámu pri zaťažení: požiadajte o údaje o priehybe pri vašej cieľovej priepustnosti a sile materiálu.
Praktický postreh: špecifikovanie iba hrúbky nie je dostatočným upozornením na úspech širokých hárkov ; zahrnúť šírku, medzu klzu a typ chyby v špecifikácii nákupu.
Ladenie podľa materiálu: hliník, medená fólia, vysokopevnostná oceľ a zliatiny titánu
Singel presné hydraulické nivelačné stroje dokáže spracovať veľa zliatin, ale hromadní odberatelia ťažia z plánovania procesných okien podľa skupiny materiálov. Rozdiely v klznom správaní, pružení a citlivosti povrchu priamo ovplyvňujú výber valcov, požiadavky na mazanie a čistotu. Hydraulické vyrovnávače dokážu pokryť extrémne rozsahy – 0,1 mm až 60 mm — ale prevádzkové postupy by sa nemali považovať za vzájomne zameniteľné.
Praktické ladiace narážky podľa materiálovej skupiny
- Hliník: uprednostňujte ochranu povrchu a stabilné trenie; vyhnite sa zberu disciplinovaným čistením a kontrolovaným prítlačným tlakom.
- Medená fólia / ultratenká: zamerajte sa na povrchovú úpravu valcom, manipuláciu s napätím a kontrolu vibrácií; malé poruchy sa môžu pretlačiť.
- Vysokopevnostná oceľ: dominuje tuhosť rámu a stratégia nosných valčekov; skontrolujte, či stroj udržiava nastavenia pri trvalom zaťažení.
- Zliatiny titánu: očakávajte vyššie odpruženie; spoliehajte sa na viaccyklové ohýbanie a konzistentnú kontrolu teploty pre opakovateľnosť.
Keď vytvárame programy pre závody so zmiešaným materiálom, odporúčame definovať receptúry spojené s materiálom aby boli zmeny predvídateľné.
Údaje RFQ, ktoré zabraňujú podhodnoteniu a prekročeniu špecifikácií (a skrátia uvedenie do prevádzky)
Riziko hromadného obstarávania zvyčajne pochádza z chýbajúceho kontextu procesu: predajcovia buď predimenzujú stroj „pre istotu“, alebo ho poddimenzujú len na základe hrúbky. Stručný balík údajov umožňuje presný výber a skracuje čas uvedenia do prevádzky.
| Kategória | Čo poskytnúť | Prečo to predajcovia potrebujú |
|---|---|---|
| Definícia materiálu | Zliatina/trieda, rozsah medze klzu, tvrdosť (ak je k dispozícii) | Určuje spätné pruženie a potrebnú ohybovú energiu |
| Geometria | Rozsah hrúbky, rozsah šírky, dĺžka, tvar cievky/dosky | Ovplyvňuje voľbu rozstupu valcov a stratégiu koruny/podpory |
| Profil defektu | Súprava okrajovej vlny/stredovej spony/kuša/cievka; chybná vlnová dĺžka, ak je známa | Zarovnáva konfiguráciu valca so skutočným problémom s rovinnosťou |
| Cieľový výsledok | Metóda merania rovinnosti metrického odberu vzoriek | Predchádza sporom pri uvedení do prevádzky a nezhodným očakávaniam |
| Priepustnosť | Rýchlosť linky, čas takt, veľkosť dávky, frekvencia prepínania | Určuje úroveň automatizácie, hydraulickú odozvu, manipuláciu s receptami |
| Obmedzenia po prúde | Kroky rezania/zvárania/lisovania, povolené riziko zvyškového napätia | Usmerňuje stratégiu „sila vs cykly“ pre stabilné časti |
Kompletný dátový balík RFQ je často najrýchlejším spôsobom, ako znížiť celkové náklady na projekt —nie výberom najlacnejšieho stroja, ale vyhnutím sa chybnej montáži a prepracovaniu.
Údržba, ktorá chráni presnosť: čistota oleja, opotrebovanie valcov a disciplína pri kalibrácii
Presné vyrovnávanie je citlivé na malé zmeny trenia, geometrie valcov a hydraulickej odozvy. Mnoho „záhadných problémov s rovinnosťou“ má skôr pôvod v kontaminácii olejom, postupnom opotrebovaní valcov alebo posune v referenčných hodnotách merania než v samotnej koncepcii vyrovnávania.
Preventívne postupy, ktoré zachovávajú presnosť
- Riadenie čistoty oleja: filtrácia a odber vzoriek znižujú prilepenie ventilov a nestabilitu sily.
- Kontrola valčekom: monitorujte zachytávanie povrchu, mikro-jamky a zmeny priemeru, ktoré menia efektívnu penetráciu.
- Kalibrácia snímača: spätná väzba tlaku/polohy je len taká spoľahlivá, ako je spoľahlivá rutina kalibrácie.
- Disciplína čistenia pre neželezné materiály: zabraňuje vloženým časticiam v tlačení defektov na hárku.
| Interval | Položka zameraná | Prečo na tom záleží |
|---|---|---|
| Za smenu | Čistenie valcov a vizuálna kontrola povrchu | Zabraňuje značeniu súvisiacemu so snímaním a driftu trenia |
| Týždenne | Kontrola netesnosti/teploty hydrauliky; diferenciálny tlak filtra | Stabilizuje odozvu kontroly a znižuje riziko kontaminácie |
| Mesačne | odber vzoriek oleja; zdravé kontroly senzorov | Detekuje skorý posun predtým, ako sa stane šrotom |
| Štvrťročne | Overenie geometrie valčekov; kontrola vyrovnania | Chráni opakovateľnosť pri vysokoobjemovej prevádzke |
Z pohľadu kupujúceho, údržba je súčasťou vašej schopnosti rovinnosti ; malo by sa plánovať spolu s náhradnými dielmi a školením.
Integrácia presného vyrovnávača do inteligentnej výrobnej linky
Pri hromadnej výrobe rovnačka zriedka stojí samostatne. Najlepšia návratnosť investícií sa objaví, keď vyrovnávací program, sledovanie materiálu a následné zariadenia (odvíjač, podávač, nožnice, stohovanie, kontrola) zdieľajú údaje. Práve tu inteligentné líniové systémy znižujú variabilitu a závislosť operátora.
Podrobnosti o integrácii, ktoré by kupujúci mali špecifikovať
- Odovzdanie receptúry: ID materiálu automaticky spustí parametre vyrovnávania, aby sa skrátil čas nastavenia.
- Stabilita napätia pred prúdom: ovládanie odvíjača/podávača ovplyvňuje zdanlivú rovinnosť a opakovateľnosť.
- Následná kontrolná slučka: prepojte spätnú väzbu merania rovinnosti so spresnením programu (ak je to možné).
- Záznam údajov: uložte kľúčové parametre (sila/poloha, rýchlosť, teplota) na sledovanie defektov a zníženie množstva odpadu.
Ako integrovaný výrobca presné hydraulické nivelačné stroje a líniové systémy, navrhujeme rozhrania tak, aby vaše zvýšenie priepustnosti bolo skutočné, nie teoretické .
Na integrite povrchu záleží: zabráňte stopám po valcoch, zachytávaniu a mikroškrabancom
Hromadní odberatelia automobilových dielov, komponentov výťahov a presnej povrchovej úpravy plechu často odmietajú materiál nie pre rovinnosť, ale pre povrchové defekty, ktoré vznikli počas vyrovnávania. Hlavnými príčinami sú zvyčajne kontaminácia (usadené častice), nedostatočná disciplína čistenia, nesprávny stav povrchu valcov alebo nadmerný lokálny kontaktný tlak.
Praktické ovládacie prvky, ktoré znižujú odpad súvisiaci s povrchom
- Definujte povolenú drsnosť povrchu a cieľovú úpravu pre pracovné valce pre vaše citlivé zliatiny.
- Implementujte postupné čistenie: pravidelné čistenie valčeka utieraním/kefou, aby ste zabránili usadzovaniu nečistôt.
- Ovládajte kontaktný tlak: uprednostňujte nastavenia, ktoré dosahujú rovinnosť bez „nadmernej penetrácie“, keď je povrch kritický.
- Plán manipulácie s neželeznými materiálmi: hliník a meď vyžadujú prísnejšiu kontrolu kontaminácie ako bežné oceľové práce.
Pri akceptačnom testovaní zahrňte kritériá rovinnosti aj povrchu, aby bola linka overená použiteľné diely, nielen „ploché“ .
Kontaktujte nás
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Copyright © 2025 Suzhou JingShi Intelligent Equipment Co., Ltd. Všetky práva vyhradené. Dodávatelia presných rovnacích strojov
