JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
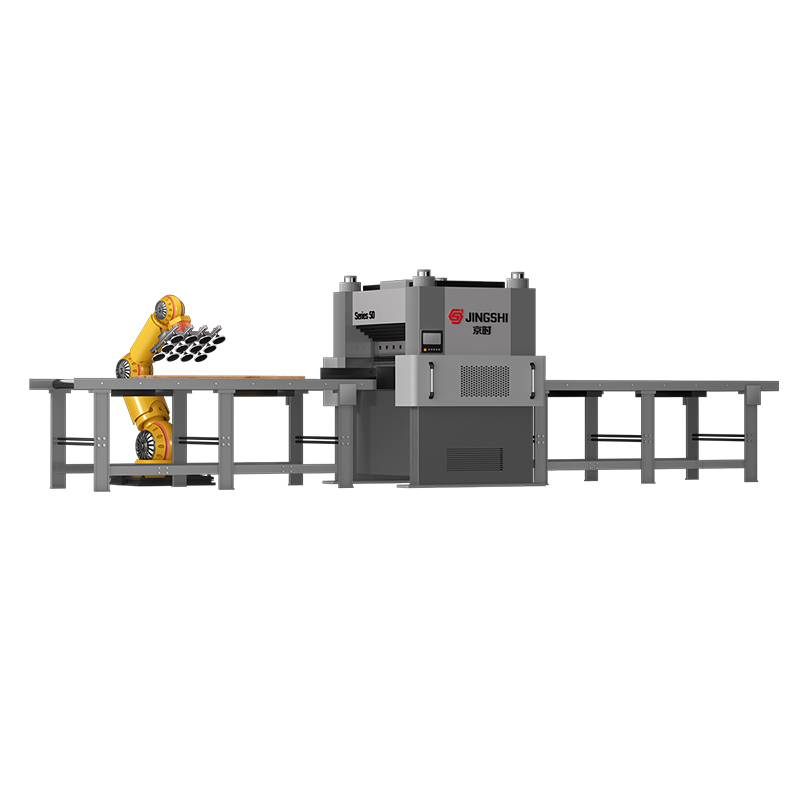
Zarovnávač, tiež známy ako a nivelačný stroj alebo valčekový urovnávač , je priemyselný stroj určený na sploštenie kovových zvitkov, plechov a dosiek odstránením vnútorných napätí, deformácií a nepravidelností povrchu. Stroj pracuje tak, že prechádza kov cez sériu ofsetových valcov, ktoré aplikujú riadené ohybové sily, čím sa materiál permanentne deformuje, aby sa dosiahol rovný povrch bez napätia. Vyrovnávače sú základným vybavením zariadení na spracovanie kovov, servisných stredísk ocele a výrobných závodov, kde je plochý kov rozhodujúci pre následné operácie, ako je lisovanie, rezanie laserom alebo zváranie.
Ako fungujú nivelačné stroje
Proces vyrovnávania je založený na princípe plastickej deformácie. Keď kov prechádza cez vyrovnávač, stretáva sa s viacerými valcami usporiadanými v striedavom vzore - striedanie horných a spodných valcov vytvára sériu spätných ohybov. Každý ohyb presahuje medzu klzu materiálu, čo spôsobuje trvalú deformáciu, ktorá neutralizuje vnútorné napätia.
Konfigurácia valčeka
Typická presná nivelačka obsahuje medzi 9 a 21 valcami , aj keď ťažké modely môžu mať viac. Vstupné valce používajú agresívne ohýbanie s väčšími medzerami, zatiaľ čo výstupné valce používajú postupne menšie medzery na vytváranie jemnejších korekcií. Toto postupné znižovanie intenzity ohybu zabezpečuje výstup materiálu s minimálnym zvyškovým napätím a maximálnou rovinnosťou.
Prispôsobovacie mechanizmy
Moderné vyrovnávače sú vybavené hydraulickými alebo elektrickými nastavovacími systémami, ktoré riadia hĺbku prieniku valca. Operátori môžu upravovať nastavenia na základe hrúbky materiálu, tvrdosti a počiatočnej rovinnosti. Pokročilé modely zahŕňajú automatické meracie systémy, ktoré merajú prichádzajúci materiál a upravujú polohy valcov v reálnom čase, čím dosahujú tolerancie rovinnosti ±0,5 mm na meter alebo lepšie .
Typy nivelačných strojov
Valčekové vyrovnávače
Valčekové vyrovnávače sú najbežnejším typom, vhodné na spracovanie zvitkov a plechov z Hrúbka 0,3 mm až 25 mm . Spracujú rôzne materiály vrátane ocele valcovanej za studena, nehrdzavejúcej ocele, hliníka a zliatin medi. Výrobné linky často integrujú valcové vyrovnávače so zariadením na rezanie, rezanie na dĺžku alebo vysekávanie.
Vyrovnávače nosidiel
Vyrovnávače naťahovačov uchopia materiál na oboch koncoch a zvyčajne aplikujú pozdĺžne napätie 1-3% predĺženie , aby sa eliminovalo zvlnenie a sada cievok. Tento proces funguje obzvlášť dobre pre tenké materiály pod 3 mm, kde by vyrovnávanie valčekom mohlo spôsobiť značenie povrchu. Napínacie vyrovnávače vynikajú pri odstraňovaní okrajových vĺn a defektov stredovej spony, ktoré sú bežné u zvitkov valcovaných za studena.
Vyrovnávače tanierov
Určené pre hrubé plechy z 6 mm až 200 mm , vyrovnávače platní používajú menej valčekov, ale väčší priemer a vyššie ohybové sily. Tieto stroje spracovávajú konštrukčné oceľové plechy, materiály na stavbu lodí a ťažký tovar, kde je presná rovinnosť rozhodujúca pre zváracie a montážne operácie.
Kľúčové komponenty a dizajnové prvky
| Komponent | Funkcia | Materiál/Špecifikácia |
|---|---|---|
| Pracovné valčeky | Aplikujte ohybové sily na materiál | Kalená oceľ, 60-65 HRC, pochrómovaná |
| Záložné valčeky | Podoprite pracovné valčeky proti vychýleniu | Kovaná oceľ, väčší priemer ako pracovné valce |
| Hydraulický systém | Nastavuje polohu valcov a tlak | Prevádzkový tlak 150-250 bar |
| Vstupné/výstupné tabuľky | Sprievodca a podporný materiál | Valčekové alebo kefové stoly, aby sa zabránilo značeniu |
| Kontrolný systém | Spravuje parametre a automatizáciu | Na báze PLC s dotykovou obrazovkou HMI |
Rámová konštrukcia musí odolať vyrovnávacím silám, ktoré môžu prekročiť 1000 ton v náročných aplikáciách. Výrobcovia zvyčajne používajú zvárané oceľové rámy s presne opracovanými ložiskovými puzdrami na udržanie vyrovnania valčekov pri zaťažení. Tuhosť rámu priamo ovplyvňuje presnosť nivelácie, pretože vychýlenie spôsobuje zmeny v penetrácii valcov po šírke materiálu.
Priemyselné aplikácie
Automobilová výroba
Automobilové lisovne vyžadujú výnimočne ploché oceľové polotovary, aby sa zabránilo pokrčeniu, roztrhnutiu a rozmerovým chybám počas tvárniacich operácií. Nivelačné stroje spracovávajú vysokopevnostné ocele až do Pevnosť v ťahu 1500 MPa pre panely karosérie, konštrukčné komponenty a časti podvozku. Krok vyrovnania sa zvyčajne vyskytuje po rozrezaní a pred vyrezaním alebo razením.
Spotrebičský priemysel
Výrobcovia chladničiek, práčok a HVAC zariadení používajú na vonkajšie panely a vnútorné komponenty vyrovnané oceľové a nerezové plechy. Požiadavky na rovinnosť sa pohybujú od ±1 mm až ±3 mm na meter v závislosti od aplikácie, s kozmetickými povrchmi vyžadujúcimi užšie tolerancie.
Kovové servisné strediská
Servisné strediská spracovávajú zvitky z oceliarní na ploché plechy na distribúciu výrobcom. Typické servisné stredisko môže prevádzkovať viacero rovnačiek, ktoré manipulujú s rôznymi rozsahmi hrúbok a typov materiálov a spracovaním 50-200 ton za deň v závislosti od kapacity zariadenia a požiadaviek zákazníka.
Laserové rezanie a výroba
Laserové rezacie systémy vyžadujú extrémne plochý materiál na udržanie konzistentnej ohniskovej vzdialenosti a kvality rezu. Nerovnomerné listy spôsobujú odchýlky zaostrenia, ktoré spôsobujú skosené okraje a rozmerové chyby. Výrobcovia spracovávajúci materiál na rezanie laserom špecifikujú tolerancie rovinnosti ±0,5 mm alebo lepšie na zabezpečenie optimálneho rezného výkonu.
Parametre procesu vyrovnávania
Dosiahnutie optimálnych výsledkov vyrovnávania vyžaduje starostlivú kontrolu niekoľkých parametrov, ktoré spolupôsobia pri určovaní konečnej kvality rovinnosti:
- Vstupná penetrácia: Určuje počiatočnú závažnosť ohybu, zvyčajne nastavenú na 150-200% hrúbky materiálu pre prvý pár valčekov
- Výstupná penetrácia: Zvyčajne riadi konečné vyrovnávanie 20-50% hrúbky materiálu pre posledný pár valcov
- Rýchlosť linky: Výrobné sadzby sa pohybujú od 10-120 metrov za minútu v závislosti od špecifikácií materiálu a požadovanej rovinnosti
- Tlak záložného kotúča: Zabraňuje vychýleniu pracovného kotúča a zabezpečuje konzistentné prenikanie cez šírku materiálu
- Úvahy o teplote: Teplota materiálu ovplyvňuje medzu klzu; studený materiál vyžaduje vyššie sily ako materiál pri 50-100°C
Operátori vyvinú nivelačné receptúry pre rôzne kombinácie materiálov, pričom parametre uložia do riadiaceho systému pre rýchle zmeny nastavenia. Dobre udržiavaný vyrovnávač s optimalizovaným nastavením môže dosiahnuť opakovateľnosť ±0,2 mm pre rovnaké dávky materiálu.
Bežné chyby opravené vyrovnávaním
Sada cievok
Sada cievok sa týka zakrivenia zachovaného pri navinutí do cievky. Vonkajší obal zvitku má ťahové napätie, zatiaľ čo vnútorný obal má tlakové napätie, ktoré pri odvíjaní vytvára trvalé zakrivenie. Urovnávače aplikujú striedavé ohyby, ktoré prekračujú medzu klzu, čím sa materiál trvalo narovnáva a táto pamäť sa eliminuje.
Okrajová vlna a stredová spona
Tieto chyby sa vyskytujú, keď sa okraje predĺžia viac ako stred (okrajová vlna) alebo stred sa predĺži viac ako okraje (stredová pracka) počas valcovacích operácií. Rozdielne predĺženie vytvára tlakové napätia, ktoré sa prejavujú ako zvlnenie. Vyrovnávanie redistribuuje tieto napätia prostredníctvom riadenej plastickej deformácie, čím sa plech splošťuje.
Camber a Bow
Odklon (zakrivenie do strán) a oblúk (zakrivenie pozdĺžne) sú výsledkom nerovnomerných podmienok odvaľovania alebo rýchlosti ochladzovania. Zatiaľ čo silné preklenutie môže vyžadovať ďalšie vyrovnávacie zariadenie, mierny sklon zvyčajne dobre reaguje na vyrovnávanie. Stroje s individuálnym hydraulickým nastavením na každej strane môžu kompenzovať odklon použitím diferenčného tlaku.
Kuša a Twist
Chyby kuše (priečne zakrivenie) a skrútenia sú náročnejšie na nápravu. Ťažké vyrovnávače s tesne rozmiestnenými valcami dokážu efektívne riešiť kuše, zatiaľ čo skrútenie často vyžaduje špecializované vybavenie alebo môže naznačovať problémy v protiprúdovom spracovaní, ktoré by sa mali opraviť pri zdroji.
Úvahy o údržbe a výkone
Správna údržba zabezpečuje stálu kvalitu vyrovnávania a predlžuje životnosť zariadenia. Medzi kritické činnosti údržby patria:
- Kontrola valčekov: Pracovné valce by sa mali kontrolovať každý deň 3-6 mesiacov na opotrebovanie, jamkovanie a poškodenie povrchu. Drobné povrchové chyby sa prenášajú na spracovávaný materiál ako značenie alebo škrabanie.
- Brúsenie na valcoch: Keď dôjde k výraznému opotrebovaniu alebo poškodeniu povrchu, valčeky vyžadujú brúsenie, aby sa obnovila správna geometria. Väčšina valčekov sa dá prebrúsiť 3-5 krát predtým, než bude potrebná výmena.
- Údržba ložísk: Valivé ložiská vyžadujú pravidelné mazanie a monitorovanie teploty a vibrácií. Porucha ložiska spôsobuje nesúosovosť valca a zlé výsledky vyrovnávania.
- Servis hydraulického systému: Pravidelné výmeny oleja, výmeny filtrov a kontroly tesnení zabraňujú kontaminácii a stratám tlaku, ktoré ovplyvňujú konzistenciu vyrovnávania.
- Kalibrácia: Pravidelné overovanie polohy valcov, tlakových snímačov a meracích systémov zabezpečuje, že riadiaci systém udržiava presné nastavenia.
Komplexný program preventívnej údržby môže predĺžiť životnosť vyrovnávača 20-30 rokov pri zachovaní pôvodných výkonnostných špecifikácií. Zariadenia, ktoré zanedbávajú údržbu, zvyčajne zaznamenávajú klesajúcu kvalitu rovinnosti, zvýšené opotrebovanie valcov a vyššie prevádzkové náklady v dôsledku neplánovaných odstávok.
Kritériá výberu pre nivelačné vybavenie
Výber vhodného nivelátora si vyžaduje vyhodnotenie niekoľkých faktorov, ktoré ovplyvňujú počiatočné investície aj dlhodobé prevádzkové náklady:
Materiálové špecifikácie
Rozsah hrúbky, kapacita šírky a pevnosť materiálu určujú základné požiadavky na stroj. Spracovanie zariadenia 0,5-6 mm uhlíková oceľ potrebuje iné vybavenie ako jedna manipulácia 10-50 mm dosky z nehrdzavejúcej ocele . Medza klzu materiálu priamo ovplyvňuje požadované sily valcov a záložné podporné systémy.
Požiadavky na rovinnosť
Náročné aplikácie rovinnosť ±0,5 mm vyžadujú presné vyrovnávače s mnohými tesne umiestnenými valcami a pokročilými riadiacimi systémami. Prijímanie menej kritických aplikácií rovinnosť ±2-3 mm môžu používať jednoduchšie, ekonomickejšie návrhy. Požiadavka na rovinnosť ovplyvňuje náklady na zariadenie aj prevádzkovú zložitosť.
Objem výroby
Veľkoobjemové operácie oprávňujú investície do automatizovanej manipulácie s cievkami, rýchlovýmenných nástrojov a vysokorýchlostných spracovateľských schopností. Spracovanie zariadení menej ako 500 ton mesačne môže dosiahnuť lepšiu ekonomiku s jednoduchším vybavením a manuálnymi postupmi nastavenia.
Požiadavky na integráciu
Zarovnávače často pracujú v rámci spracovateľských liniek spolu s odvíjačmi, rovnačkami, rezacími strojmi a nožnicami na rezanie na dĺžku. Zrovnávač musí zodpovedať rýchlosti linky a musí sa integrovať s ovládacími prvkami zariadenia proti prúdu a po prúde. Samostatné vyrovnávače pre aplikácie v dielňach vyžadujú iné funkcie ako inline výrobné systémy.